















![[2025 New] CNC Router Machine XE-Ultra with FA710 Trimmer Router Bundle Kit](http://www.foxalien.com/cdn/shop/files/FA710_Bundle_2400x.jpg?v=1757648673)
![[2025 New] CNC Router Machine XE-Ultra with Hybrid Table Bundle Kit](http://www.foxalien.com/cdn/shop/files/Untitled_design_1_ad7b4885-5e40-4b88-a937-4c0a7a485ede_2400x.png?v=1757758904)

![[2025 New] CNC Router Machine XE-Ultra with 1.5KW VFD Spindle Bundle Kit](http://www.foxalien.com/cdn/shop/files/VFD_Bundle_2400x.jpg?v=1757734438)
![[2025 New] CNC Router Machine Vasto XL V2 | Closed Loop Stepper Motors](http://www.foxalien.com/cdn/shop/files/Untitled_design_2_4113eb44-d79e-4234-aa8c-ca2e89f65374_2400x.png?v=1747217528)


































[2025 New] 1.5KW Air Cooled VFD Spindle Kit | 65MM
[Powerful 1.5kW Spindle] Delivers high-speed rotation at 24,000 RPM for efficient engraving on tough materials like stainless steel and stone.
[High-Speed Brushless Motor] Provides faster engraving speeds and precise torque control for extended service life.
[High-Precision Accuracy] Achieve superior engraving precision with under 0.005mm radial runout tolerance for smoother cuts.
[Exclusive Built-in Filter] Advanced anti-interference filter prevents high-frequency interference to ensure stable engraving output.
[Air-Cooling System] Compact system with low noise for immediate heat dissipation during carving, includes a 1/4 inch collect.
[Plug and Play] Simplify engraving setup with an integrated VFD spindle kit that requires no complex wiring, compatible with all FoxAlien CNC machines with a 65mm diameter.
*Please note this spindle does not support ATC(auto tool change) function & does not compatible with the FoxAlien Smart Relay.
Description
The FoxAlien team has engineered the 1.5 kW Air-Cooled VFD Spindle Kit to be as plug-and-play as possible. The diameter of the spindle is 65mm, which is compatible with all FoxAlien CNC machines on our official website. It is powerful and quiet.
Product Specification
- Router Diameter: 65mm
- Motor Power: 1.5kW
– Voltage: 110V / 220V (corresponding to countries and locations)
- Maximum Rotational Speed: 0-24000 RPM
Package List:
- 1x 1.5kW Spindle
- 1x VFD Converter
- 1x 5m Spindle Wire
- 1x PWM Wire
- 1x Power Cord
- 1x User Manual









I used a Makita router (1-1/4HP) on my XP Pro. It did a pretty good job, I used it solidly for several months.
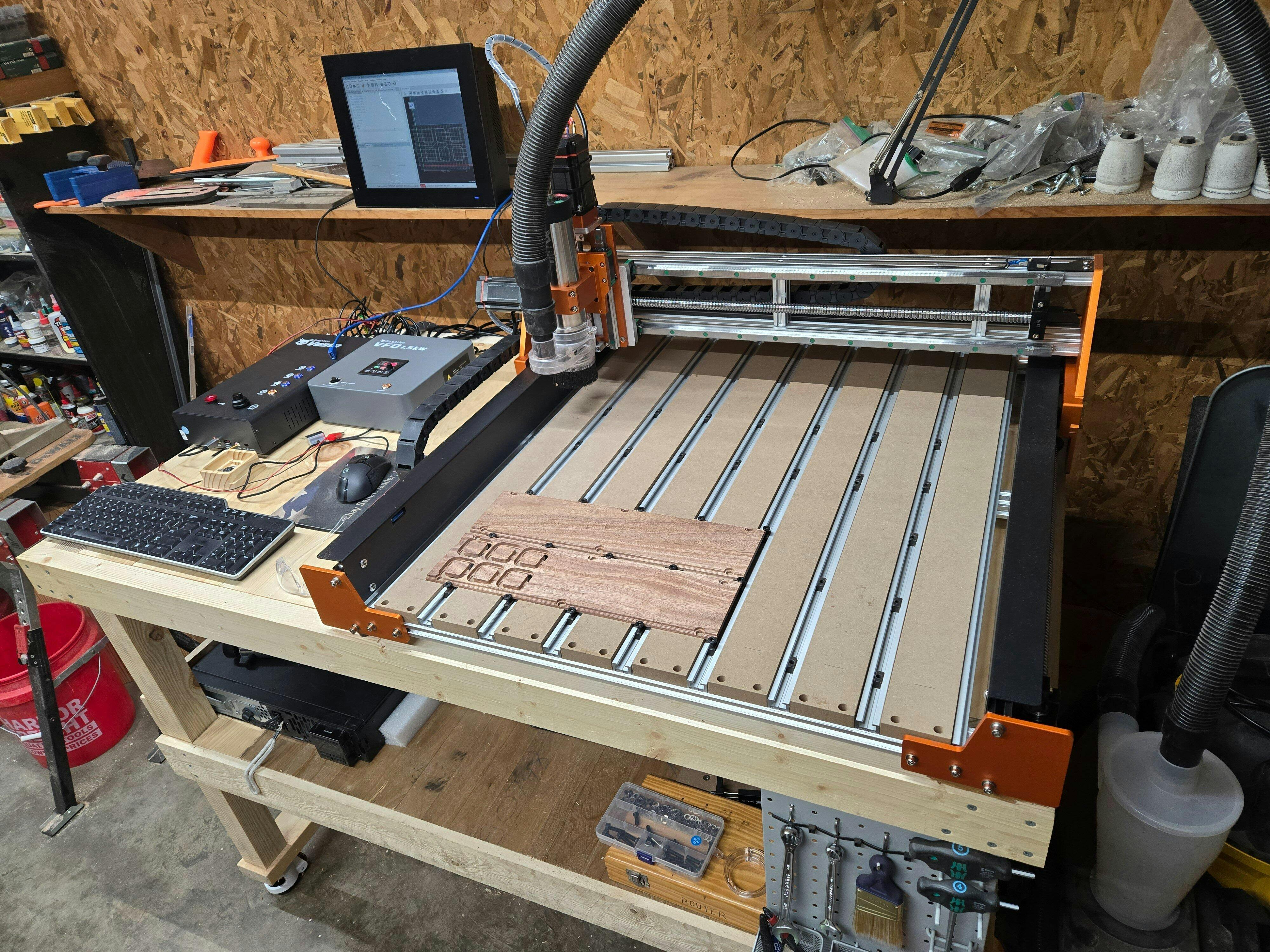
I just purchased a Vasto XL V2, and it's a massive upgrade over my XP-PRO! I decided to try the FoxAlien 1.5KW VFD spindle, and here's my results:
*** PROS ***
1. I can't use my FoxAlien Smart Relay Controller Module anymore. The VFD uses the "laser" output option, so my Smart relay won't turn on. This sucks because I just bought an additional Smart Relay for this machine! I assumed that the disclaimer (in red) on the webpage was to do with turning the Spindle power on and off, and thought I'd still be able to use it with my shop vac on. Please find a work around for this FoxAlien!
2. This is a VERY low torque spindle. There aren't a lot of specs form FoxAlien, so I just had to try out some different feeds and speeds and find out (the hard way) what it can do. Luckily, I only broke one tool. It doesn't like slower rpm speeds for bits around 1/4", so to avoid stalling I just run it all the way to the max (24,000 rpm), cut pass depth of 1/8", feed rate around 180 inch-per-minute (~4,500 mm/min). I've only tested it on hard wood (mahogany), but it seems to cut really well at those settings.
3. The 69mm Dust Shoe is not a good fit for this spindle. Another mistake... I bought a new dust shoe for this machine, and I wasted more money. Unfortunately, for tools with a cutter height of over 1-inch, the Dust Shoe almost falls off the end of the spindle when adjusting to the lowest position (tool barely protruding from the bristles).
*** PROS ***
1. Really really really quiet! a MASSIVE improvement over my Makita router!
2. It is around the same rpm as my Makita, but at the higher feed rates, it definitely chows down on more material when pushed.
4. Very clean walls/edges on my workpieces. This spindle certainly has some decent bearings, and doesn't oscillate.
5. I love the fact that this spindle is compatible with ER11 collets. It comes with a 1/4" collet, and to my pleasant surprise, the stock spindles that ship with the FoxAlien cnc's have an ER11 1/8" collet!
You can remove the entire Lock Nut (with ER11 1/8") from the junk spindle (toss the spindle in the trash) and use the Locknut (and ER11 1/8") with the 1.5 KW VFD spindle!
6. The spindle speed controller works well with UGS. Just don't forget to follow the steps in the manual - there's a few crucial settings you NEED to apply to the firmware.
*** NOTES ***
1. This spindle takes several seconds to speed-up. I add the following gcode to my programs to ensure that the spindle is up to speed before it starts to dig into the material. This code just adds a 10 second delay, and I insert it after the spindle speed setting.
Example:
G90
G20
(TOOL 8: D...)
(Toolpath:...)
M05
M0 ;T8
M03S24000
G4P10.0 <--- 10 second delay
G0X0.6533Y2.2797
Z0.2598
G1Z0.2500F50.0
X0.6583Y2.2749Z0.2475
X0.6683Y2.2658Z0.2425
X0.6819Y2.2544Z0.2361
...
...
"M03 S....."
Look for this existing line of code, it sets the spindle speed (you'll hear the spindle winding-up at this step)
"G4 P10.0"
This is my 10 second delay. UGS will just sit here and wait 10 seconds (which is enough time to get all the way up to 24,000 rpm)
It runs at variable speeds accurately enough for me.
While I haven’t had a chance to use it yet, a coworker recently bought this spindle and has had nothing but positive remarks. He’s been using it for aluminum and wood and mentioned the spindle stayed cool and motor operates quietly. All I can say with certainty is it shipped quickly and it looks well put together.
[2025 New] 1.5KW Air Cooled VFD Spindle Kit | 65MM
It’s a great spindle ! Very happy with it so far . Lots of power , runs cool on long carving and quiet ! Thanks
I have been looking at getting a spindle and VFD for my FoxAlien Vasto CNC for a while now to replace the trim router I currently use.
When I saw this kit and how easy it was to fit, I placed my order. It arrived on time and was simplicity itself to fit. The hardest part was removing the drag chains to run the spindle cable, but that is only time-consuming and slightly awkward as my machine is in an enclosure.
Make sure you read and follow the instructions appertaining to the positioning of the laser control switch on your control box, plug in a couple of cables, and you are ready to go.
I ran it under local control for testing and had to make sure it was turning, it is so quiet, especially compared to the router.
So far it has been faultless in all the jobs I have completed with it.
There are a couple of minor things to note:
The supplied cable from the VFD to the PWM control box really should be longer, but that is not an insurmountable problem.
Also, through measurement, I have found that I need to multiply the required spindle speed by 0.91 and set that in software to give the actual required speed of the spindle (hope that makes sense).
The price, for a simple to fit system, I feel is excellent, and well worth the money.
I would have liked this item better if you were able to reverse the spindle direction but it is a nice item
The spindle arrived safely and fitting was an easy 1/2hr job and so far it works very well apart from a small difference in the bit speeds shown in vectric and UGS and the actual speed , not enough to be a problem so I would say I’m very pleased
Very easy plug and play setup, build quality is nice, good job!
Ive been using makita router i was really good wth the 8mm bits, but it was so so so loud.
With this spindle the difference is insane